

想了解弯管O型弯管商家直供产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:弯管O型弯管商家直供的图文介绍

在日常生活、工作中。都会遇到直管拉弯成各种形状进行使用。弯管是采用成套弯曲模具进行弯曲的,无论是哪一种机器设备,大部分都用到弯管,主要用以输油、输气、输液等,在飞机及其发动机上更占有相当重要的地位。在这么重要的使用情况下,对于弯管的加工方法我们了解多少呢?下面小编就给您讲讲弯管加工常用的五种方法介绍。 1、冲压法:在冲床上用带锥度的芯子将管端扩到要求的尺寸和形状。 2、弯曲成形法:有三种方法较为常用,一种方法叫伸展法,另一种方法叫冲压法,第三种滚轮法,有3-4个辊,两个固定辊,一个调整辊,调整固定辊距,成品管件就是弯曲的。 3、鼓胀法:一种是在管内放置橡胶,上方用冲子压缩,使管子凸出成形;另一种方法是液压鼓胀成形,在管子中部充入液体,液体压力把弯管鼓成所需要的形状,波纹管的生产大部分用的是这种方法 4、锻压法:用型锻机将管子端部或一部分予以冲伸,使管件外径减少,常用型锻机有旋转式、连杆式、滚轮式。 5、滚轮法:在管内放置芯子,外周用滚轮推压,用于圆缘加工。 6、滚轧法:一般不用芯轴,适合于厚壁管内侧圆缘。 以上内容就是无锡弯管加工常用的五种方法介绍,希望看完上述内容后在您以后的加工中对您能有所帮助。如想了解更多相关内容,欢迎随时联系我们!


弯头的分类你了解多少呢,众所周知,管道的方向一般由弯头控制。那么弯头的分类是什么?今天,我想向大家介绍一下弯头的分类。 弯头是热水器安装中常见的连接管。它用于连接和改变弯管处的管道方向。其他名称:直角弯头、焊接弯头、45度角弯头、180度直角、冲压弯头、机械弯头等。 用途:连接两个公称直径相同或不同的管道,使管道以90度、45度、180度和一些特定的角度转换方向。在我们的日常生活中,90度45度180度的弯管随处可见。事实上,弯头有特殊的角度,但是很少有特殊的角度。可锻铸铁管件,主要用于供热、水和燃气管道及管道。压制弯头,又称无缝弯头。这种弯头由优质碳钢、耐酸不锈钢和低合金钢无缝钢管等制成。在特殊模具中压制成型。一般来说,无缝钢管是由专业设备制造商或加工厂通过冲压生产制造的。出厂时应在弯头两端加工凹槽。 弯曲半径和公称直径为1.5倍,特殊情况下弯曲半径可等于弯头公称直径。该范围与无缝钢管的壁厚一致.。 冲压焊接弯头是将板材通过模具冲压成半环弯头。然后将两个半环组装焊接成型。 在公称直径尺寸范围内,使用弯曲半径为200毫米或以上的无缝管弯头。 有两种生产方法: 一种是在用于植物材料的钢板上,经过切割和滚压焊接到多个辊管支撑板上。 另一种是用管材下料,采用组焊工艺成型。规格一般在200毫米以上。环境温度不应高于200,一般企业施工人员均可生产。弯头高压,优质低碳钢或锻造合金钢。 根据不同管道的连接结构。弯头两端加工成螺纹或凹槽,加工精度很高。要求管口螺纹和法兰螺纹紧密相连,配套企业可以自由拧入,不松动。压力为22.0和32.0MPa的石化管道,DN6200.通用规格范围。 弯管生产的技术要求: 需要控制曲率半径。例如,如果半径长度为1.5D。曲率半径必须在要求的公差范围内。由于这些管道大部分用于焊接,为了提高焊接质量。端部倾斜一定的角度和一定的边缘,这也是很严格的。它指定边的数量、角度和偏差范围。以及比管件更厚的几何图形。弯管的表面质量和机械性能与管道基本相同。为了便于焊接,连接管应由相同的钢制成。



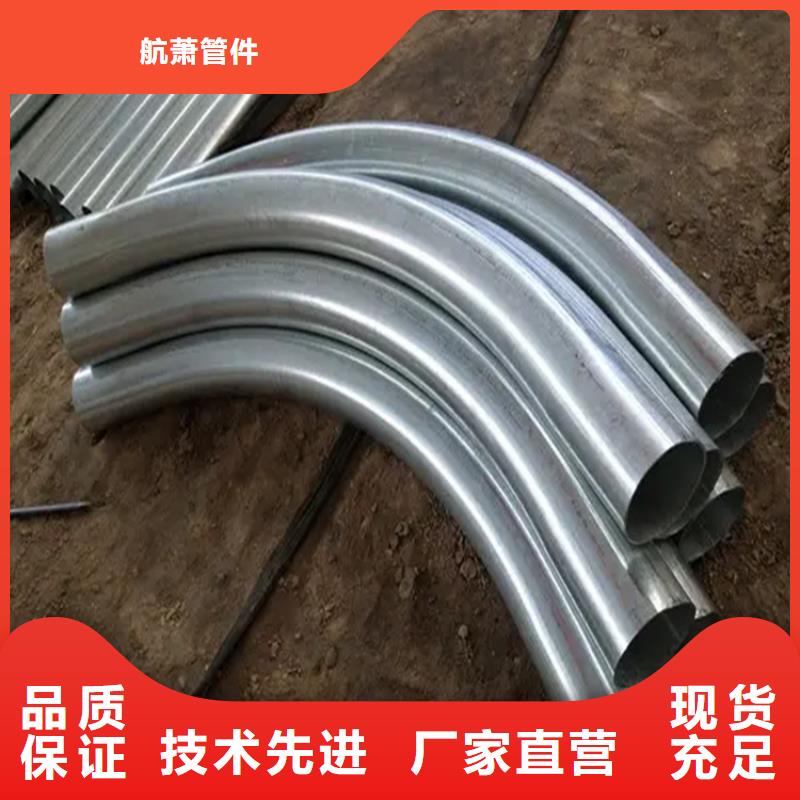
不同材质的合金弯管主要使用在哪些领域由于合金弯管的不同,因此在使用的领域上也有所不同,如果是采用锰钢作为主要材质的合金弯管,因为锰钢在冲击、物料的磨损和挤压方面都具备比较良好的性能,所以,经常会被使用在混凝土的输送管道上,或者是泥浆磨损和消耗比较严重的输送管道中。 而且高锰钢的合金弯管,则比较常使用在流体在流动方面较为激烈,或者是冲击非常强的输送管道中;选用镍钢作为合金弯管主要材质的话,会经常使用在浓度比较高的氧化酸等,属于常温的输送管道中。 但是,如果将镍钢材质的合金弯管使用在还原酸中的话,会出现非常严重的被腐蚀的现象,除非盐酸在整个浓度上比较低,那么被腐蚀的情况才会有所降低;而马氏体材质的合金弯管,如果是使用在650℃以下的话,其具备了比较高的强度。 不管马氏体的合金弯管是在抗氧化的性能上,以及耐水汽的腐蚀上,都非常强,主要的是焊接的性能也会随之降低。所以,这种材质的合金弯管会比较常使用在高温的水蒸汽输送上,或者是水煤气等输送管道。


弯管加工中出现的问题有哪些原因。弯管的加工技术对日常生活有很大的帮助,但在使用产品的过程中也会出现很多问题,弯管上出现细微裂纹的缺陷,产品在制造过程中,如果高于相应水平的变形温度就会变形,因此在进行弯管加工时,外部出现一些裂纹,主要与弯管加工钢管的材料有关的情况有两种,在这种情况下,在产品变形速度低、张力高的类似成型条件下,弯管加工设备可能会导致损坏。 弯管加工中出现的问题有哪些原因 每个弯管都是在制作过程中通过一些次折弯完成的,在制作过程中管道可以更好地放置在弯管机上,因此设备可以应用钢管的弯矩,使钢管布局适当变形,弯头可以通过前下部模具主缸体的支撑向上移动,这将沿着顶部模具曲线的中心弯管加工直至制造,在加工产品的过程中,相应钢管的变形主要发生在上部模具中,上部模具起到胎盘的作用,弯管的曲线可以根据其他规格和其他材料塑料变形的阈值进行检查。 因此,在与其他管相对应的折弯产品的同时,不能在前夹具侧放置内管,进行弯管加工的同时,必须事先了解加工要求,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,可以节省管道设备和模具成本,并获得弯头空位是平坦或可扩展的曲面。 因此大直径弯管成型技术的基本过程中,首先焊接横截面为多边形的多边形或两端闭合的多边形形状的壳体,内部填充压力介质,由于上述几个原因,用户可以缩短制造周期,大大降低生产成本,不需要设备,适合现场加工大型弯头。


航萧管件有限公司秉承,品质、客户致上的服务宗旨。愿与客户永远站在同一战线,为客户提供好 宿州砀山H型钢拉弯产品,尽大努力为客户结约成本。 客户永远是我们的贵人,是我们的朋友。航萧管件有限公司致力于客户关系建设,以诚实守信,合作负责赢得客户的赞赏。我们的成功归功于客户对我们的信任与选择;成就客户才能成就自己,感动自己才能感动客人。


